



Welcome to Microcheck Calibration Services
We are leading service provider of onsite Laser Calibration of Linear and Rotary Axis and Ballbar Diagnostic Test of CNC machine. We also support our customers by providing Geometrical Accuracy Measurment services.
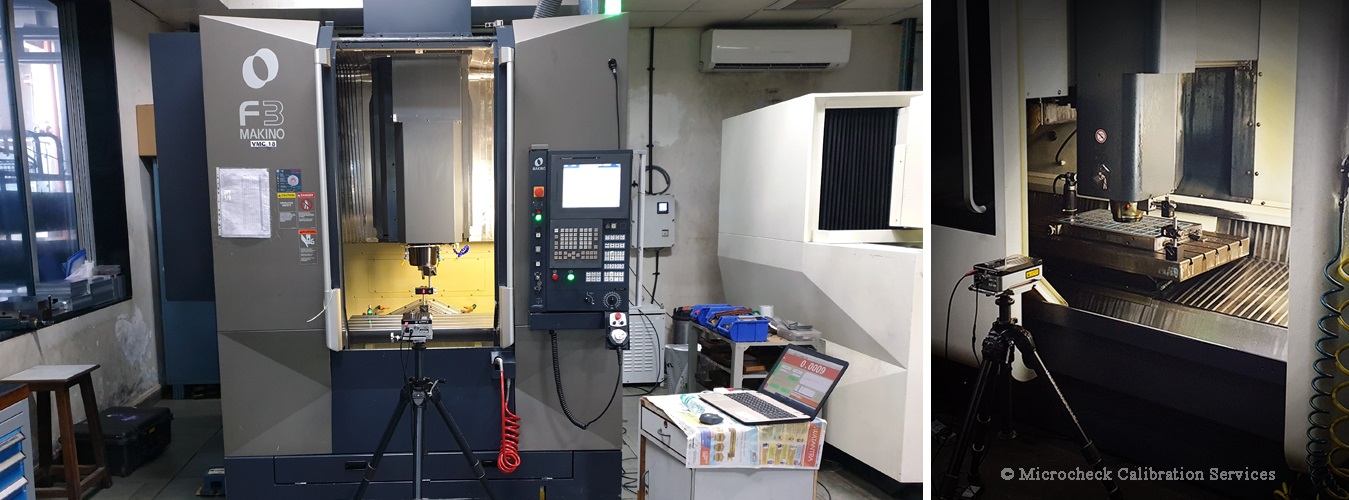
We measure and optimise Linear and Rotary axis pitch errors of CNC machines using Renishaw XL-80 Laser Interferometer and XR 20-W for Rotary Axis Calibrator. We calibrate machines confirming to any of machine tool standards like ISO 230 - 2, VDI 3441, VDI 2617, ASME B5.54, GB 17424.2, JIS B 6190 - 2.
We carry Ballbar Dignostic Test using QC20-W wireless Ballbar quick check equipment. We also carry Ballbar tests of CNC Turning machines. We conduct tests based on ISO 230-4:2005.
We also support our customers by providing the service of measurement of Geometrical Accuracies like Machine Tool Level, Flatness of Worktable, Straightness of Axis Movement, Parallelism of Worktable and Squareness between Working Axis of CNC machines based on ISO 230 – Part 1.
We have got experience of more than 30 years in the field of high precision CNC machine tool building and after sales support. We not only calibrate the machines but also analyze the calibration results and give guidelines regarding further machine operating style to achieve better output. We also help our customers by suggesting remedial measures, if required and preventive measures to avoid any further damages to the drive system in future.
Know More About USServices
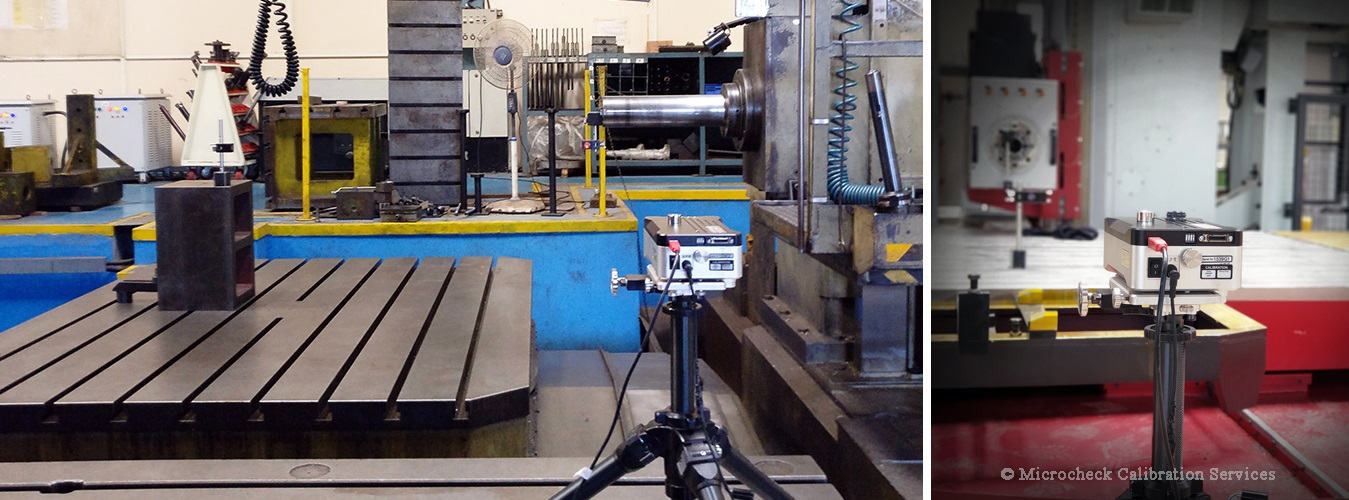
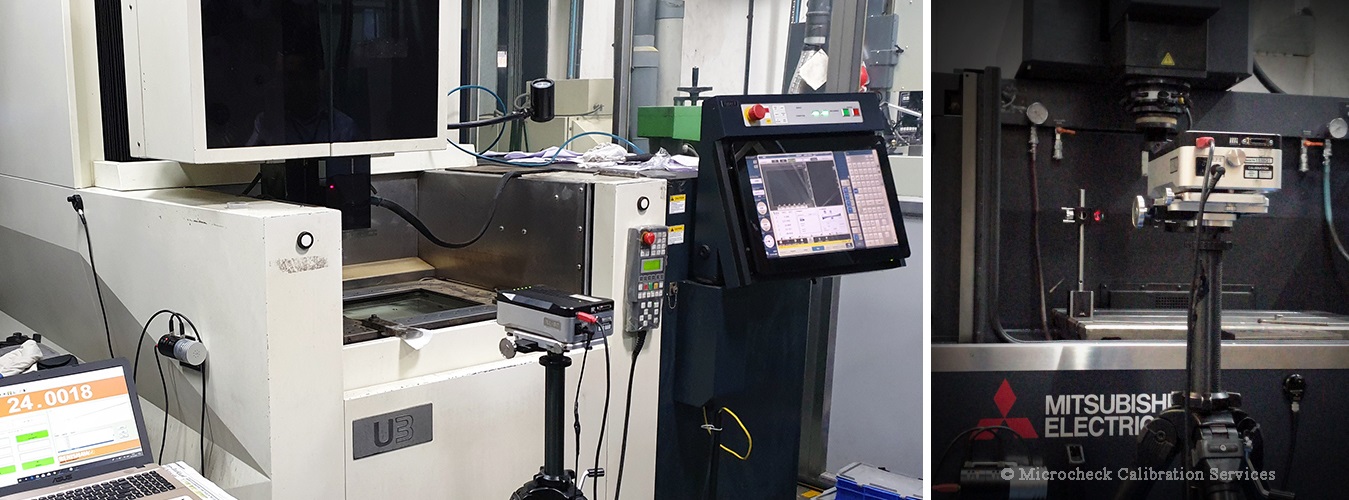
We are in the field of on-site calibration of Conventional, NC & CNC machines, Universal Measuring Machines and Coordinate Measuring Machines by means of Laser Interferometer and Ballbar Test Equipment.
Geometrical Accurcy Measurment.
To guarantee quality output one has to ensure geometrical accuracy, meaning the straightness, perpendicularity and levelness of axles. Proper geometrical accuracy is a starting point for the machine’s measurement accuracy, meaning the measurement and adjustment of dynamic accuracy of both the axles and positioning accuracy. We have several specialized measurement devices developed for selected geometric parameter measurement and leveling.
Positional Accuracy and Repeatability.
Positional Accuracy:
The difference in the positional coordinates to which a machine actually moves and the theoretical coordinates.
e.g.
You have commanded the machine to move to position X = 10.581 mm. When the machine moves, it actually reaches 10.57 mm. so the positional accuracy in this case is difference between actual and theoretical values, i.e. 10.581 – 10.571 = 0.010 mm. Generally, positional accuracy is not calculated by a single measurement. Multiple readings are taken when a machine moves to multiple programmed points and all deviations recorded. The statistical average value all these deviations is the positional accuracy of the machine.
Repeatability:
It is the reproducibility of the values when the machine is asked to move to a targeted point multiple times and the difference in various values is the repeatability.
e.g.
You ask machine to move to target point 10.58 mm, 5 times. The actual values to which the machine moves are 10.570, 10.568, 10.571, 10.567 and 10.572 mm. Repeatability in this case is difference between two extreme positions, i.e. 10.572 – 10.567 = 0.005. In reality, repeatability is calculated using multiple readings over multiple points.
Repeatability is more important than positional accuracy for consistant results.
Positional accuracy and repeatability is measured separately for each individual axes of the machine (X, Y, Z etc.).
This measurement is done by an instrument called Laser Interferometer.
Circularity Test( Ballbar Test)
Ballbar is a precision measurement tool that collects axis movement when moving in circular motion. The Ballbar test will measure any deviation the machine makes from a perfect circle, recording data as the two axes work together. Errors such as Backlash, Squareness, Servo Mismatch, Reversal Spikes, Lateral Play, Squareness and other errors can be determined. Users can be useful in determining what feed rate delivers the best accuracy by running the test at different feed rates. A longer length may be used to increase sensitivity to geometry errors, such as Squareness ; while a very small radius may be used to highlight errors such as servo mismatch.
Ballbar is used for primarily preventative, predictive maintenance and for determining problems which are hard to tell by the use of indicators. Plots are usually compared at looking for some change in the plot and can hopefully catch the problem early.
Why choose us?
We analyze the laser calibration results and give important tips regarding further machine operating style to achieve better laser calibration results of the same machine next time. We also help our customers by suggesting remedial measures, if required and preventive measures to avoid any damages in future.
Experience of more than 30 years
We have got experience of more than 30 years in the field of high precision CNC machine tool building and after sales support.
View GalleryMicrocheck Guarantee Quality Output
To guarantee quality output one has to ensure geometrical accuracy, meaning the straightness, perpendicularity and levelness of axles.
View GalleryOn-Site Calibration
We are in the field of on-site calibration of Conventional, NC & CNC machines, Universal Measuring Machines and Coordinate Measuring Machines by means of Ball Bar and Laser Interferometer.
View GalleryContact Us
A-10, Pankaj Avenue,
Bhosale Nagar, Hadapsar,
Pune, 411028.
Sunil Navale: +91 9881439459
Suyash Navale: +91 9561517711